

难加工材料闭式整体构件精密电火花加工技术
摘要:闭式整体构件因其结构复杂、叶间流道空间弯扭程度大、使得加工可达性极差,且材料一般为难加工的高强度合金,整体制造难度很大。针对这一制造难题,研究了闭式整体构件电火花加工的若干关键技术,如叶间流道加工区域划分、成形电极及其加工运动轨迹设计、工艺基准统一和电参数选择与优化、数控电火花加工过程仿真分析等。在此基础上针对典型闭式整体构件进行了试制加工。试验结果表明,基于本文所研究的关键技术能够采用数控电火花加工技术精密、可靠地实现闭式整体构件的整体制造。
关键词:闭式整体构件;电火花加工;成形电极;运动轨迹
该文已发表在航空制造技术杂志
DOI: 10.16080/j.issn1671-833x.2017.03.026
随着航空航天和武器装备技术的发展,整体构件的使用越来越广泛。整体构件的大量选用,使得产品的零件数量、重量都大为减少,产品性能提高的同时,其可靠性也得到大幅提升,对武器装备的轻型化、小型化和高性能化发展提供了重要的技术保障[1,2]。此外,整体构件在现代高速列车、大型舰船、坦克、先进透平机械等重要产品中的应用也越来越多。然而由于整体构件几何构型复杂,材料难加工,且多为空间弯扭的气流通道,如果采用传统的直柄刀具很难完成叶间流道的加工,其整体制造成为了世界级难题,各先进工业国家都在进行相关技术的研发,以求优质、高效、低成本地生产整体构件。而闭式整体构件相对一般敞开式整体构件其结构更加复杂,且气流通道多为三维弯扭的狭长通道。常规的数控铣削由于刀具可达性问题很难甚至无法加工,即便能加工,其成本也非常昂贵;而精密铸造虽然可用于一些结构简单的闭式整体构件的制坯,毕竟还受材料可铸性限制;国内铸造精度还很难满足工程应用要求[3,4]。3D 打印技术理论上可以加工出任何复杂的结构,而且制造过程柔性化程度高[5],但其加工精度、表面质量和材料强度目前大多不能满足应用要求,还需要另外增加精加工工序,其制造成本仍然居高不下。数控电解加工是目前应用比较广泛的新工艺,并且在航空发动机、火箭制造等领域已得到了广泛应用,其生产效率高,工具无损耗,而且不受材料本身硬度和强度的限制。但电解加工工艺复杂,加工过程受多种因素的影响,加工稳定性和精度都还有待进一步提高。目前电解加工还主要用于闭式整体构件叶间流道的预加工,为后续加工留出均匀分布的加工余量[6,7]。电火花加工具有加工精度高、稳定性好,且加工时宏观作用力小,可加工任意高强度、高硬度的导电金属材料,对于难加工材料闭式整体构件的整体制造难题,是目前最有效的加工工艺技术之一,能够首先解决其能加工的问题[8~10]。然而,鉴于闭式整体构件的复杂性,即便采用电火花加工技术,依然存在诸多技术难题,本文就是针对闭式整体构件电火花加工的关键技术进行研究,并对典型闭式整体构件进行试制加工。
研究对象分析
1 结构特点与加工难点分析
闭式整体构件的材料多为高强度、高硬度的高温耐热合金,且气流通道几何形状异常复杂。从制造的角度分析,其结构(图1所示)一般具有以下特点: (1)叶间气流通道多为三维弯扭的复杂异形型腔,通道狭窄、开敞性极差。(2)整体构件都含有几十个至上百个不等的复杂气流通道,且其成形精度要求很高。(3)为提高产品的综合性能,减小产品重量,闭式整体构件多为薄壁框架式结构。
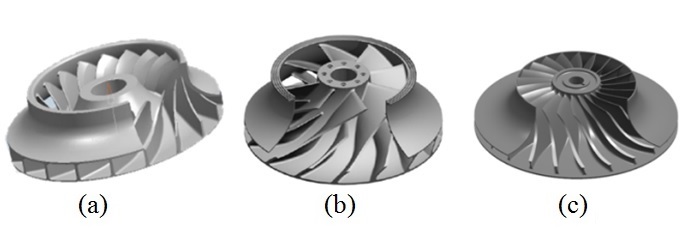
图1 典型闭式整体构件
鉴于上述闭式整体构件的结构特点分析,对于精密数控电火花加工而言,其制造难点如下:
(1)闭式叶间流道的加工可达性差,通常情况下需要从进、排气口分别加工,其叶间流道的加工区域划分会直接影响电极设计和加工效率。
(2)闭式叶间流道空间弯扭、狭长,成形电极在进入叶间流道加工时要同时兼顾电极刚性和其与工件已经成形的型面的过切与干涉问题,电极设计与加工运动轨迹设计需要同步完成,反复验证。
(3)通常情况下,闭式叶间流道需要多个电极空间接刀完成整个零件的加工,多个电极的设计基准和工艺基准需要统一,多个成形电极加工所产生的接刀痕问题,以及工序间加工余量的合理分配问题都对加工质量和加工效率产生直接影响。
2 工作流程分析
采用数控电火花加工可以解决闭式整体构件的整体制造难题,但对于空间弯扭的叶间流道的大余量去除,特别是从锻造毛坯直接以盲腔进行大余量去除,加工效率极低。故本文所论述的闭式整体构件的整体制造是先采用数控电解加工对叶间流道进行预加工,把叶间流道先打通,并为电火花加工留下相对较均匀的加工余量,然后再进行电火花粗、中、精加工。这样既可以有效减少精密电火花加工工序的加工余量,也为电火花加工过程中采用冲液或抽液等措施改善放电条件奠定了基础,对于综合提高闭式整体构件的综合技术经济效果大有帮助,这也在课题组之前的闭式整体构件试制加工试验中获得了验证[11]。具体到精密电火花加工工序,首先要根据叶间流道和闭式整体构件的外廓尺寸进行电极及其加工运动轨迹设计,结合所选用的精密电火花加工设备,设计专用工装夹具,然后通过自主开发的电火花加工仿真模拟软件进行加工运动仿真以检查电极与工装是否存在干涉和过切情况,通过加工过程仿真对加工结果进行预测。仿真验证无误后,对设计的电极和工装夹具进行制造和检测,并根据实测数据对参数化模型进行修正,为后续电火花加工的调整找正提供依据。在试制过程中,还需要对选用的电规准和对应的加工间隙变化规律进行分析,据此合理匹配电火花加工的摇动量,最终完成闭式整体构件的电火花整体制造,通过三坐标测量进行检测验收。整个工作流程如图2所示。
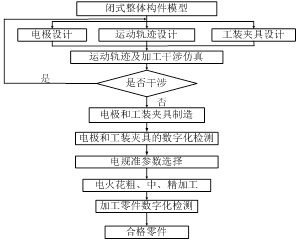
图2闭式整体构件电火花加工工作流程
关键技术
1 加工区域划分
图1 所示闭式整体构件的气流通道空间弯扭,加工可达性差,即使采用多轴联动数控电火花加工设备,也很难利用一个电极完成整个叶间流道的加工,一般情况下需要多个电极分别从进排气口才能完成空间接刀。每个电极加工流道的哪个区域,直接关系到综合加工效率和加工难易程度,因此,在进行电极及其加工运动设计之前,首先需要对叶间流道进行合理的加工区域划分。根据对多种闭式整体构件开展的电火花加工工艺设计,在进行加工区域划分时一般需要注意以下几点[11,12]:
(1)在保证叶间流道加工完整性的前提下,尽可能减少加工区域的划分数量。
(2)应尽量保证所划分的加工区域的刚度,以便于电极的设计制造。
(3)每个区域的划分应保证成形电极可以无干涉的从流道的进、排气口撤出。
图3所示即为针对图1所示闭式整体构件依据上述原则进行的叶间流道加工区域划分,图中所表示的区域编号即为对应划分区域的电极编号,数字从低到高即为实际加工的电极使用顺序,一般不能随意调换加工顺序,否则会增加电极的损耗,降低加工效率。同样的加工区域划分,如果加工顺序不同也会影响综合加工效率。
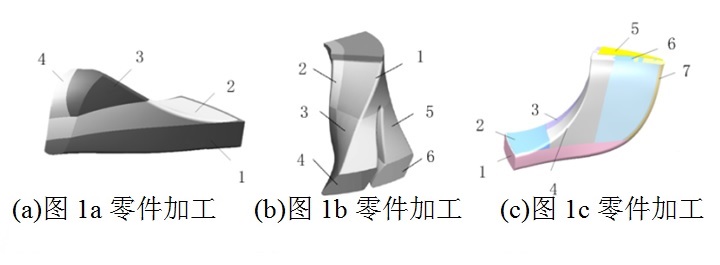
图3典型闭式整体构件叶间流道加工区域划分
2电极及其运动轨迹设计
2.1电极型面设计
为保证闭式整体构件叶间流道的型面加工精度,电极设计时需要重点考虑这样几个方面:(1)在加工自由曲面叶间流道时应尽量使用最少数量的电极完成加工,减少在自由曲面上的接刀痕,以保证叶片型面的光顺。(2)对应不同加工区域划分的电极,要注意增加定位基准面,便于多电极加工时的空间定位。(3)设计的电极要保证足够的刚性,同时能够满足从进排气口通过数控运动无干涉地进给到加工位置。
2.2电极成形面设计
电极的成形面直接决定流道的最终加工效果,其型面的偏移形式需结合实际加工过程所采用的数控摇动形式,以此来减少叶间流道的加工误差。
一般情况下,设计电极成形面时常采用等间隙法,假设放电间隙为δ,在流道待加工区型面上取足够多的点集Pi,取点Pi处型面法向单位向量npi,偏移一个单位矢量npi则可得到对应的点集。
Pni = Pi - δnpi (1)
设 pi = (xi ,yi ,zi), npi =(api ,bpi ,cpi),则矢量Pni对应点Pni的坐标值为(xi-δapi ,yi -δbpi ,zi -δcpi)。由型值点坐标得到电极成形面的点集,即可得到电极成形面的理论型面[13]。图4为基于图3c 所示加工区域划分基础上,依据上述电极成形面设计方法设计得到的电极(红色为电极成形面,蓝色为非成形面,绿色为调整找正基准面)。
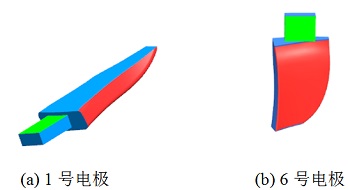
图4 电极成形面设计
2.3电极运动轨迹设计
鉴于图1所示闭式整体构件叶间流道的复杂性,电极的加工运动轨迹必须与电极设计同步完成,才能保证在实际加工时不发生干涉与过切现象。为此,针对每个加工区域划分,以上述设计得到的电极为初始电极,根据区域划分中对零件叶间流道的终成形的重要度,选择出主成形面,在设计加工运动轨迹时尽量保证主成形面不与叶间流道发生干涉,这样就不用修正主成形面,可以减少设计的反复次数。具体设计中,是采用基于UG软件平台自主开发的仿真分析软件模块,该模块可以通过设定加工轨迹,通过将叶间流道模型与初始电极模型进行动态装配,在一步步撤出叶间流道的过程中,首先判断成形面是否干涉,若成形面出现干涉,则对电极进行位姿变换,从而消除成形面干涉,并切除非成形面与运动空间的干涉部分;若成形面无干涉,则判断非成形面是否存在干涉,若非成形面出现干涉,则对电极进行位姿变换,但位姿变换时应保证成形面不会出现干涉,从而减小或消除非成形面与运动空间的干涉,并切除非成形面与运动空间的干涉部分;若成形面与非成形面均不出现干涉,则进行下一步撤出调整。直至电极完全撤出叶间流道模型,然后重复上述过程,直至整个撤出过程不发生干涉现象,此时,撤出轨迹的反过程就是实际加工需要的运动轨迹[14,15]。
3工艺基准统一
对于闭式整体构件叶间气流通道的加工,鉴于其加工可达性差,往往需要采用多个电极进行空间接刀,如图3所示,每个加工区域划分至少需要一个电极,在实际加工中,工具电极的调整找正需要基准,这个基准最好与闭式整体构件的设计基准保持一致,多个电极需要参照同一基准,否则,调整找正精度就很难满足实际需要。一般情况下,需要在工装夹具上设置标准球,在每个工具电极上设计打表找正的基准面,在上机床之前进行精密测量,根据实际测量值进行调整数据的计算,以尽可能消除工装夹具和电极的制造误差,提高加工精度和调试效率。
4 工艺参数选择
为提高电火花加工效率和表面质量,将整个加工过程分为粗加工、半精加工和精加工,采用多组电规准并辅以平动或者摇动的方式,每一个电规准有相应的加工间隙、表面粗糙度等与之对应,对用户而言只需通过手册选取符合加工要求的电规准,并根据电极和工件型面确定出进给量即可,对于图1 所示闭式整体构件上复杂气流通道精加工,由于电极制造较困难,优先选用电极相对损耗较小的电规准。对应电规准的数控进给量(或平动半径)可根据式(2)确定[11](符号意义见图5)。
Rj = He - hj–Δj + Δ0 (2)
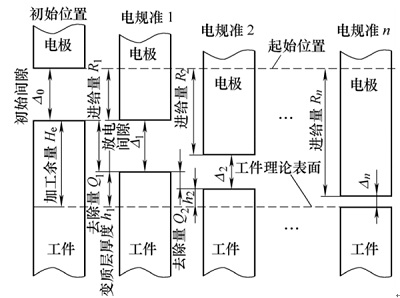
图5 电火花加工工艺参数选择示意图
验证方法
1电火花加工仿真验证
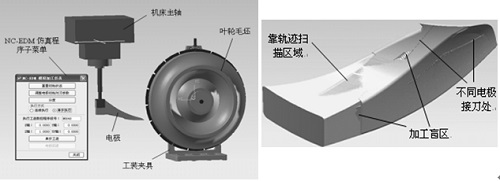
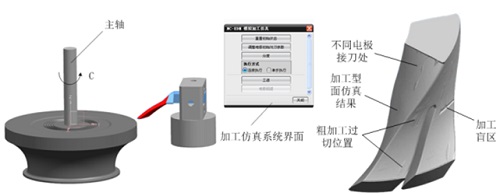
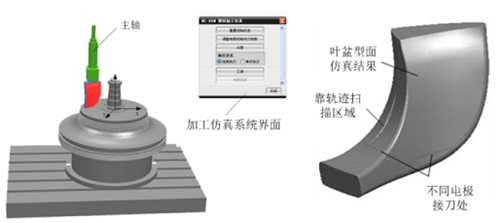
在完成上述设计工作后,为了验证设计的正确性首先采用计算机进行三维模拟仿真,在UG 软件平台基础上,利用其强大的三维建模、组部件装配、运动分析等功能,通过二次开发,实现了基于等加工间隙假设的三维实体模型的连续电加工过程几何仿真。其核心思想就是将机床、工装夹具、电极、工件进行静态装配后,根据设计好的加工运动轨迹并通过开发的程序读取运动轨迹的数控代码,按时序修改装配约束参数,从而实现模型的“动态装配”,整个连续的加工过程可看作动态按时序变化的装配关系,如果在每一个装配位置都进行间隙分析和干涉检查就能够判定加工过程中是否存在干涉、过切现象;如果在每一个装配位置都以电极为工具对工件毛坯做布尔减运算就能够实现去除材料的加工过程仿真,让最终仿真结果与理论叶间流道模型做比较就能判断所设计的电极及其加工运动是否合适。采用“动态装配”的方式可以比较精确地表达数控加工运动轨迹,在实践中只需将整个加工过程分成一定量的程序段,对每个程序段结束时刻的装配关系进行分析,只要所取的程序段数足够多就能够满足工程需要,值得注意的是,程序段数的多少直接决定计算机仿真的精度和速度[11]。图6所示为针对图1中三种典型闭式整体构件开展的计算机仿真,仿真中采用了等间隙假设,即认为加工过程中,电极的所有放电表面上的加工间隙相同。等间隙假设对于电火花加工来说仿真误差可以控制,特别是在精加工过程中,由于电规准较小,其加工间隙变化范围基本控制在10μm以内,完全可以满足实际工程需要,仿真结果能够很好地验证设计结果的正确性,对于提高设计效率、减少试验反复次数大有益处。
a. 图1(a)仿真结果
b. 图1(b)仿真结果
c.图1(c)仿真结果
图6 典型闭式整体构件电火花加工仿真结果
2 试制加工验证
为验证上述设计方法和仿真结果的正确性,针对图1所示闭式整体构件,首先利用数控电解加工完成大余量去除,并把叶间流道打通的基础上,采用上述方法设计制造的电极和工装夹具进行了试制加工试验。加工设备为瑞士生产的Roboform35型精密电火花加工机床,表1为半精加工和精加工所选用的电规准及数控摇动量等参数。图7所示为已经完成试制加工的图1a和图1b所示的闭式整体构件,其叶间流道尺寸精度达到设计图纸要求,现均已完成装机试车,达到设计图纸要求的制造精度,通过实际应用验证了设计方法和电火花加工仿真分析的正确性。目前基本完成对图1c所示闭式整体构件的电极及其运动轨迹的设计和加工过程仿真分析,待完成电极与工装夹具制造后将很快进行试制加工。
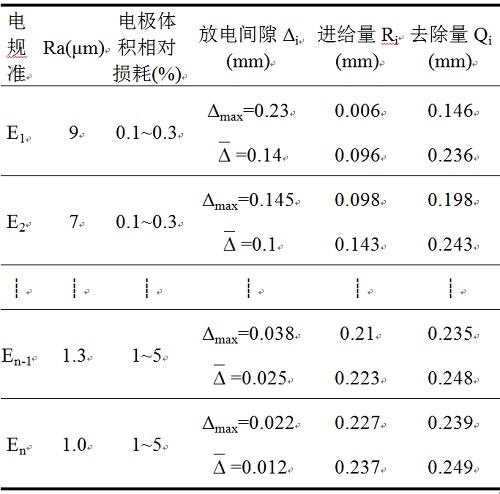

图7 试制完成的典型闭式整体构件
结束语
(1)图1所示闭式整体构件叶间流道复杂,空间弯扭度大,直接采用锻造毛坯整体制造难度极大,属于国际制造难题。采用数控电火花加工进行的加工过程仿真和试制加工试验表明,数控电火花加工能够解决该类整体构件的整体制造难题,对于我国的新机研制意义重大。
(2)对于空间弯扭的叶间气流通道的数控电火花加工而言,基于叶间流道实体模型开展的加工区域划分、电极及其加工运动轨迹的同步设计、工艺基准的统一和工艺参数的选择与优化等关键技术,直接影响总体加工效率和加工精度。
(3)基于UG软件平台的动态装配功能二次开发的数控电火花加工过程仿真软件模块能够准确地验证电极和工装夹具设计的正确性,显著减少试验反复次数、降低研制成本、缩短试制周期,对于广泛存在的闭式整体构件数控电火花加工技术的推广应用具有重要作用。
(4)在数控电火花加工之前,采用数控电解加工去除大部分余量并打通叶间流道,对于提高数控电火花加工效率意义重大,随着精密电解加工技术的稳定性和加工精度逐步提高,对闭式整体构件生产成本的降低会起到重要作用。在采用数控电火花加工技术解决闭式整体构件的整体制造的可行性问题之后,还应该大力发展闭式整体构件的数控电解加工技术研究,为该类零件的批量生产奠定坚实的工艺技术基础。
参考文献
[1]徐家文,赵建社,朱永伟,等.航空发动机整体构件特种加工新技术[M].北京:国防工业出版社,2011.111-116.
XuJiaWen, Zhao JianShe, Zhu YongWei. New Nontraditional MachiningTechniques Of Integral Components in Aircraft Engine[M].BeiJing:nationalDefense Industry Press, 2011.111-116.
[2]刘辰,徐家文,赵建社,等.三元流闭式叶轮组合电加工技术研究Ⅰ—总体方案设计及关键技术[J].航空学报,2010,31(3), 650-654.
LiuChen, Xu Jiawen, Zhao Jianshe. Research on Combined Electrical Machining of3D-flow Closed ImpellerⅠ —Overall Scheme Design and Key Technology[J]. ActaAeronautica et Astronautica Sinica,2010,31(3),650-654.
[3]罗姣,李淼泉.高性能整体叶盘制造技术研究进展[J].精密成形工程,2015,7(6), 1-7.
LUO Jiao, LIMiao-quan. A Review on theManufacturing Technology of High Property Blisk[J].Journalof Netshape Forming Engineering, 2015, 7(6), 1-7.
[4]YanLI, Li-jun ZHAI, Jian-yong LIU. Res-earch on Electrode Design and ComputerSimulati-on of Manufacturing Shrouded Turbine Blisk by EDM [A]. 2014 Trans TechPublications, Switzerland[C]; 2014.
[5] 李小丽,李萍,陈琪,等. 3D打印技术及应用趋势[J]. 自动化仪表,2014,35(1), 1-5.
LiXiaoLi, Ma JianXiong. 3D Printing Technology and Its ApplicationTrend[J].Process Automation Instrumentaion, 2014, 35(1), 1-5.
[6] 张磊,云乃彰,郭紫贵. 带冠整体叶轮的应用及其加工工艺的研究[J].电加工与模具,2003,2, 29-31.
Zhang Lei, YunNaizhang, Guo ZhiGui. Application of Crown Impeller and Its MachiningTechnology[J].Electromachining & Mould, 2003, 2, 29-31.
[7]王军,赵建社,刘辰,等.闭式整体叶轮叶间流道电解加工阴极设计[J].中国机械工程,2010,21(12), 1414-1417.
WangJun, Zhao Jianshe, Liu Chen. Cathode Design in Electrochemical Machining ofCavities among Blades of Closed I ntegral Impeller[J]. Chinese Journal ofMechanical Engineering, 2010, 21(12), 1414-1417.
[8] 梁为,康小明,赵万生,等. 闭式整体叶盘EBM和EDM组合制造技术[J].电加工与模具, 2015, 6, 62-66.
LiangWei,KangXiaoming,Zhao Wansheng. A Combined Method of EBMand EDM for Shrouded Blisk Manufacturing[J].Electromachining & Mould, 2015, 6,62-66.
[9]张志金,孙超,张明岐,等. 航空制造领域精密电火花加工技术[J].航空制造技术,2015, 23, 61-63.
Zhang ZhiJin, Sun Chao,Zhang QiMing. Prec-ision EDM Technology in Aviation ManufacturingField[J].Aeronautical Manufacturing Technology, 2015, 23, 61-63.
[10]I. Ayesta, B. Izquierdo, J. A. Sanchez. Optimum electrode path generation for EDM manu-facturing ofaerospace components[J].Robotics and Computer-Integrated Manufacturing, 2016,37, 273-281.
[11]赵建社,刘辰,吴锐,等.闭式整体构件组合电加工关键技术研究[J].机械工程学报,2011,47(1), 169-175.
ZhaoJianShe, Liu Chen, WU Rui. Key Technology Research of Combined ElectricalMachining of Closed Integral Structure[J].Chinese Journal of Mechanical Engineering, 2011, 47(1), 169-175.
[12] 赵建社,唐兰剑,郁子欣,等. 基于轨迹搜索的闭式三元流通道电火花加工电极设计方法[J].南京航空航天大学学报,2013,45(6),824-828.
ZhaoJianShe, Tang LanJian, Yu ZiXin. EDM Electrode Design Based on Path Searchingfor Closed 3D-flow Channel. [J].Journal of Nanjing University ofAeronautices & astronautics, 2013, 45(6),824-828.
[13]吴彦农,赵建社,唐兰剑,等. 闭式复杂流道零件数控电火花加工电极设计[J].中国机械工程,2012,23(20), 2430-2433.
WuYanNong, Zhao JianShe, Tang LanJian. Design Method of Nc-EDM Electrode forComponents with Closed Complex Flow Channel[J]. Chinese Journal of MechanicalEngineering, 2012, 23(20), 2430-2433.
[14]Xiao Liu, Xiaoming Kang, Xuecheng Xi. Electrode feed path planning formulti-axis EDM of integral shrouded impeller[J]. International jour-nal ofAdvanced Manufacturing Technology, 2013, 68, 1697-1706.
[15]周旭娇,赵建社,褚辉生,等.整体叶环成组电极电火花高效加工技研究[J].中国机械工程,20-16,27(18), 2453-2457.
Zhou XuJiao, Zhao JianShe, Chu HuiSheng.Research on High Efficiency EDM Process of Integral Bling with GroupedElectrodes[J]. Chinese Journal of Mechanical Engineering, 2016, 27(18),2453-2457.
Research on Precision EDM Technology forClosed Integral Component of Difficult-to-Cut Material
Abstract: It is of great difficulty to manufacture a closed integralcomponent due to its poor processing accessibility caused by complicatedstructure of air flow channel between two blades, especially the large bendingand twisting degree in the channel.as well as its component materials of highstrength alloy. To solve this problem, several key technologies of electricaldischarge machining(EDM)arediscussed, such as division of the processing zone between the blades, shapedelectrode and its motion trajectory design, process benchmarking unification,process parameters selection and optimization, simulation of EDM process and soon. On top of this, typical closed integral components are studied andmanufactured. It is shown from the experimental results the above-mentionedtechnologies enables numerical control EDM technology to realize a precise andreliable manufacture of closed integral components.
Key words: Closed integral component;Electrical discharge machining(EDM); Shaped electrode; Motiontrajectory
***********************************
欢迎您将已经公开或者未曾公开的有关电解加工、电火花加工或者其他机械制造工艺方面的研究成果、行业动态、相关政策法规、行业标准、专利信息及典型应用情况等推荐给我们,我们将尽力拓展它的阅读人群,发挥它的应有价值!
来稿邮箱:
电解加工:ecm@ecmedm.com
电火花加工:edm@ecmedm.com
微信公众号:ecmedm666
- 上一页
- 1
- 下一页